歐姆龍應用案例
機器人在電(diàn)池片疊(dié)焊上的應用案例
機器人在電(diàn)池片疊(dié)焊上的應用案例
SCARA搭載視覺進行精準定位,
電池片合格率提升10%
品質提升
生産性提高
PV
加工
機器人
設備概況
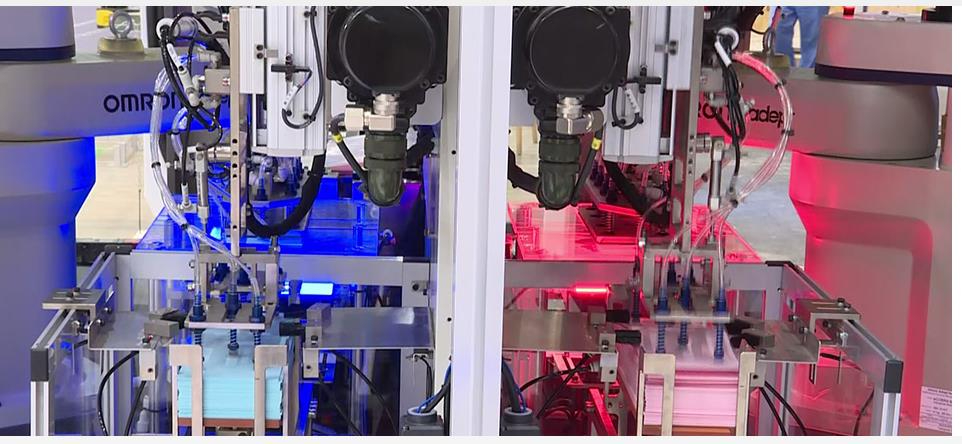
疊焊機主要用於全自動晶矽太陽電池組件中單晶、多晶電池片的疊焊,适用於小規格晶矽太陽電池片的串聯焊接,電池片搬運採用SCARA機器人配合視覺進行精準定位,採用絲網印塗膠工藝進行焊接,提高電池轉換效率,利用輸送帶加熱加快電池片焊接。
疊焊産線,主要分爲:
1、激光切割
2、ECA塗覆
3、疊片
4、排版
其中排版包含引線焊接、彙流條焊接及排版、旁路焊帶及並聯焊帶。
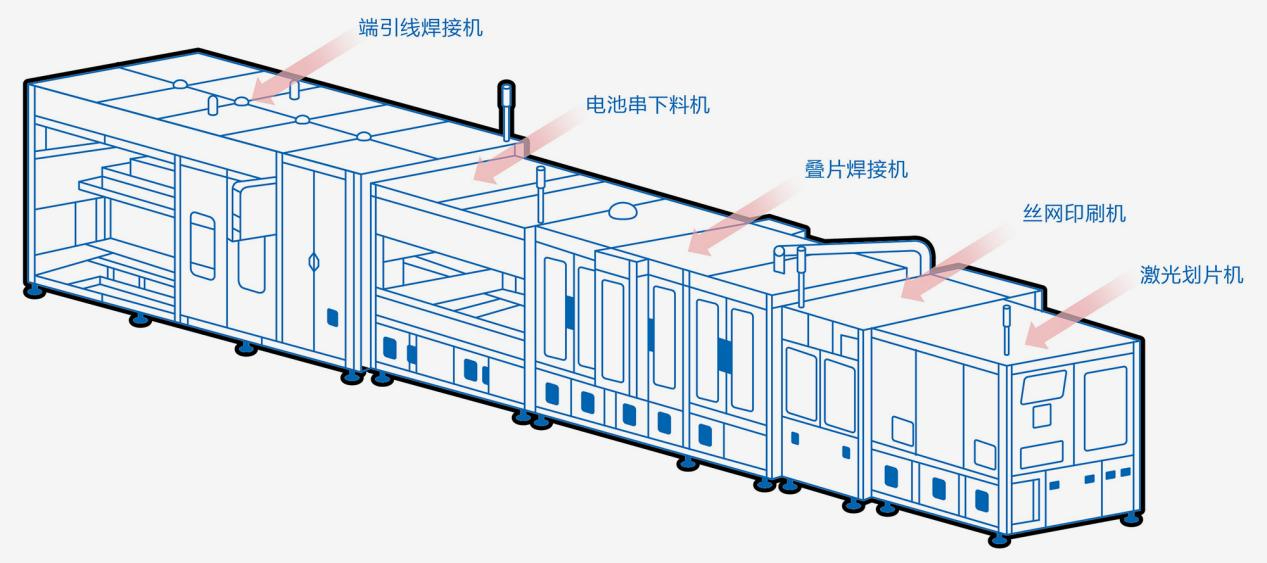
根據整線工藝,主要分爲以下設備:
1、激光劃片機(裁切)
2、絲網印刷機(塗膠)
3、疊片焊接機(焊接)
4、端引線焊接機(引線)
5、電池串下料機(下料)
 工藝簡介
工藝簡介
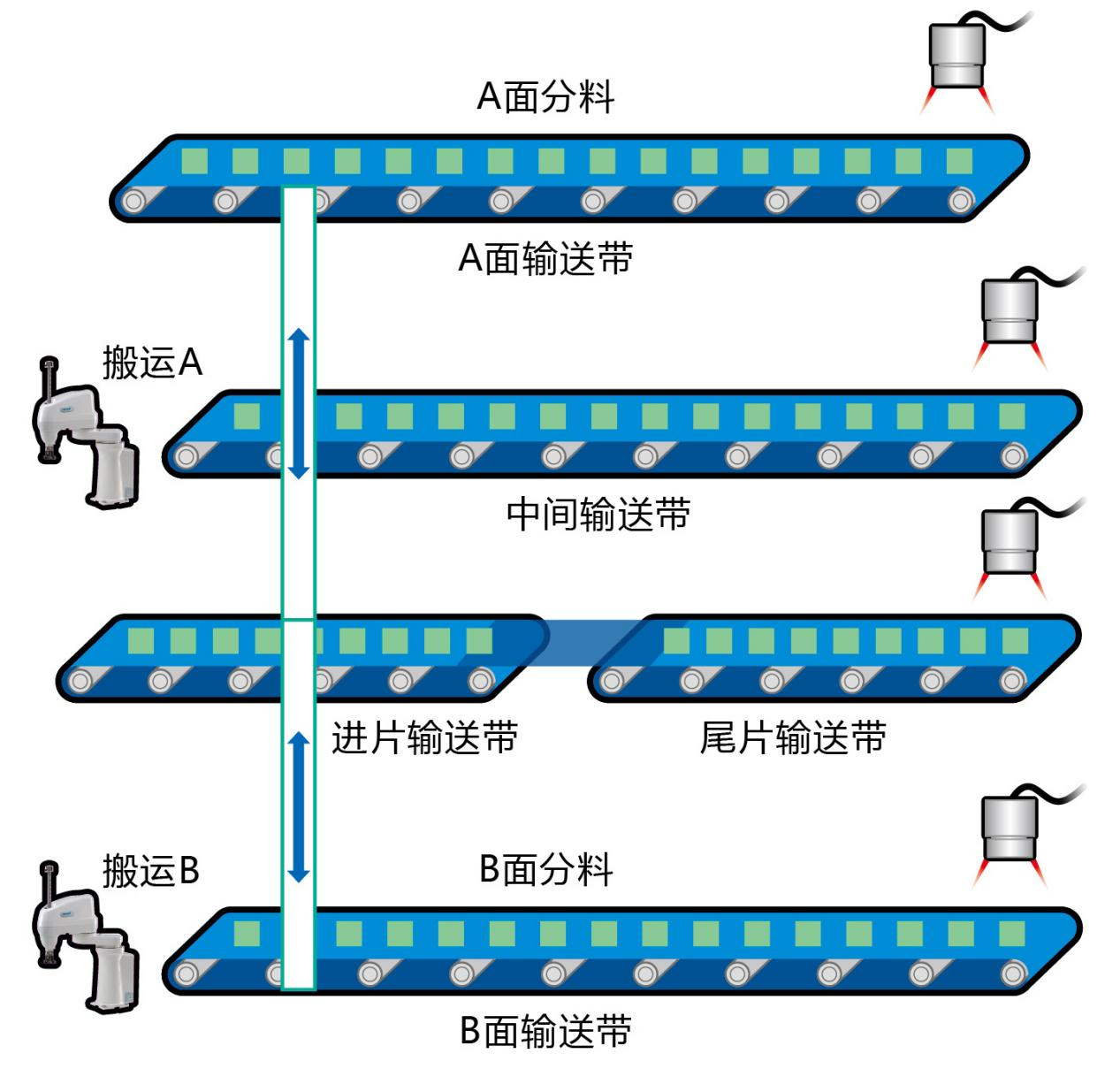
分片部分:由搬運機器人、進片輸送、A面輸送、B面輸送、中間輸送、尾片輸送、A面分片伺服、B面分片伺服、間距氣缸、整平氣缸、翻轉氣缸等構成
疊片部分:由3個機器人、A面疊片輸送、B面疊片輸送、燈罩部分
成品部分:由下料X軸、下料Z軸、A面成品輸送、B面成品輸送構成
課題
目前普遍採(cǎi)用的“固定方式”,對小片太陽能電池片依次疊焊,容易受到電池總片數、單(dān)片電池合格率、輸送定位精度等影響,造成電池片合格率降低!
解決方案
1、分片控制
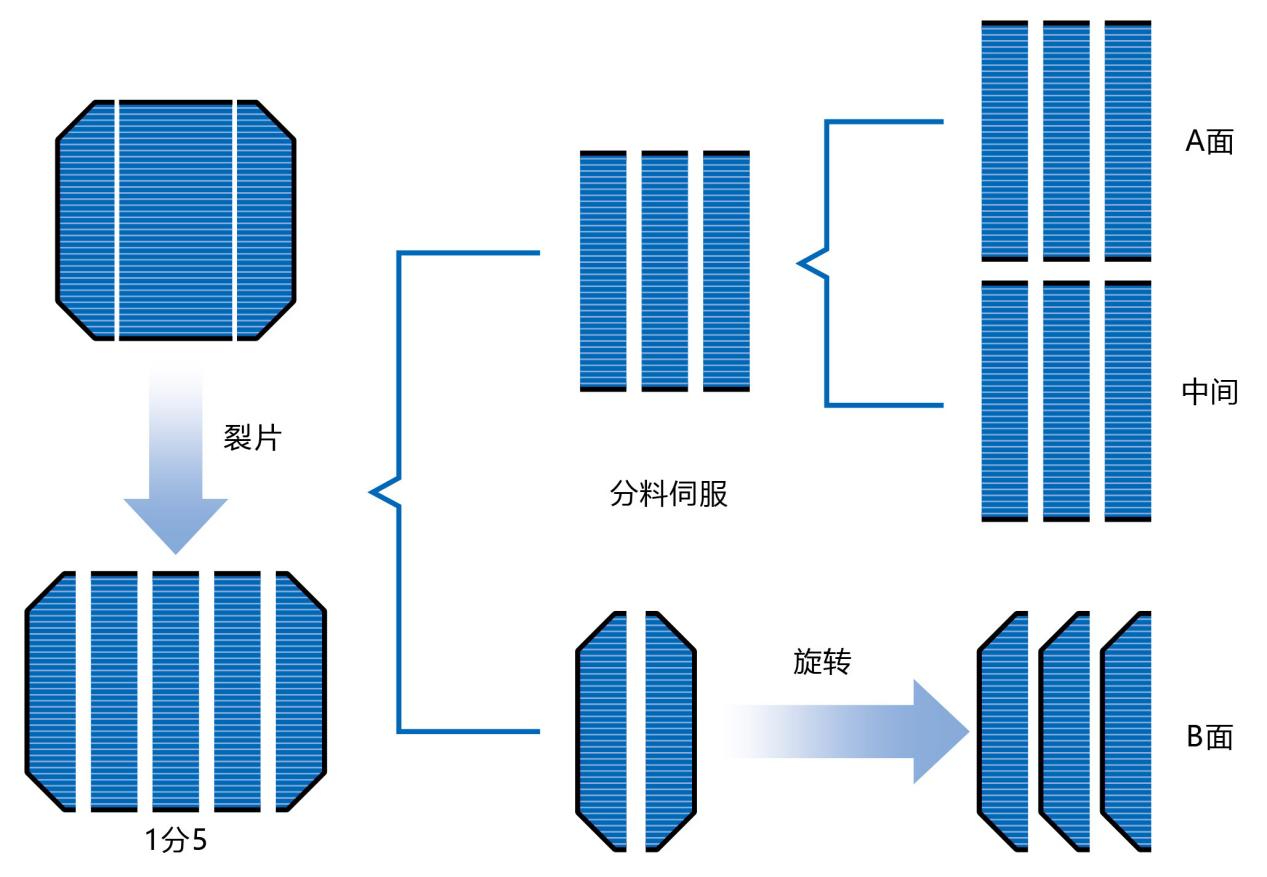
① Cobra450配合視覺系統,将裂片平台上的5小片電池片進行抓取搬運到進片輸送帶。
② 通過分料伺服對倒角片和直角片分離,直角片進入A面輸送帶、中間輸送帶,倒角片進入B面輸送帶。
③ 倒角片進行旋轉,讓倒角片方向一緻。
④ A面、B面、中間、尾片輸送帶安裝視覺進行物料位置檢測、OK/NG檢測。
 2、尾片控制
2、尾片控制
尾片是電池串的最後一片,進行不塗膠控制,由於A、B面規格不同,造成三個機器人取尾片要取不同規格,尾片數量不夠時要進行尾片增加。
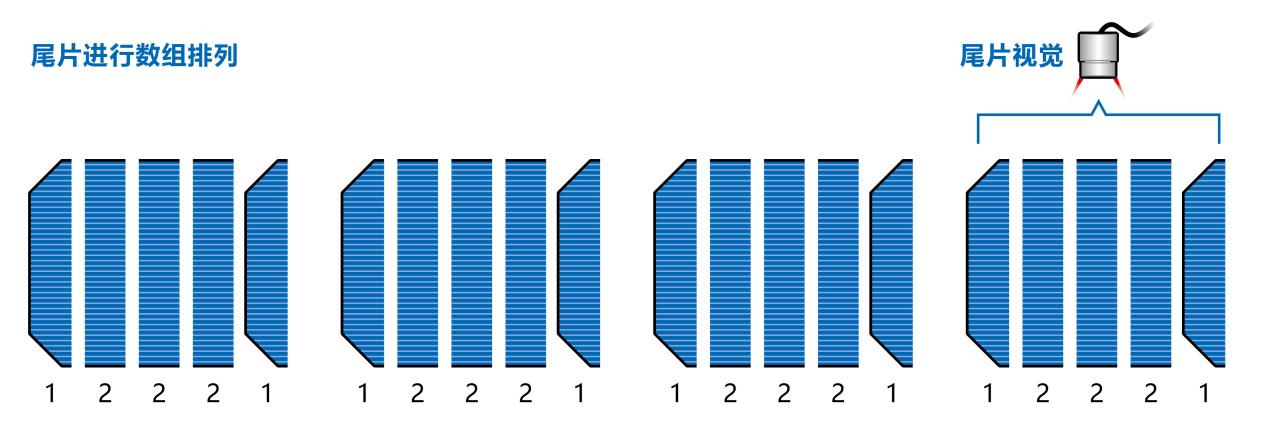 通過數組方式快速處理尾片的排列問題。包括數組生成,A面類型檢索,B面類型檢索,尾片數量檢索等特有的程序模組。
通過數組方式快速處理尾片的排列問題。包括數組生成,A面類型檢索,B面類型檢索,尾片數量檢索等特有的程序模組。
3、引線控制
電池串首片、尾片需要增加引線,增加X,Y引線機構配合送引線伺服,對引線進行定長輸送,通過燈罩進行焊接。
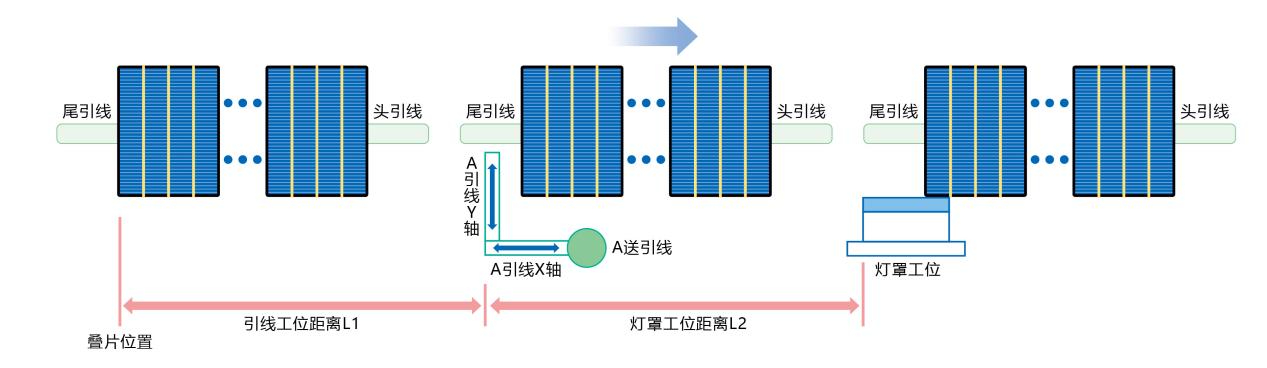 採用位置數組方式進行數據記錄,當首片或者尾片進行疊片後,記錄輸送帶當前位置P1,形成位置數組。根據設置片寬、重疊量、疊片數量、空格距離等參數,對下引線、燈罩焊接的輸送帶位置進行實時判斷,引線X軸、燈罩X軸可以進行6片的位置移動,到位後進行下引線、焊接動作。
採用位置數組方式進行數據記錄,當首片或者尾片進行疊片後,記錄輸送帶當前位置P1,形成位置數組。根據設置片寬、重疊量、疊片數量、空格距離等參數,對下引線、燈罩焊接的輸送帶位置進行實時判斷,引線X軸、燈罩X軸可以進行6片的位置移動,到位後進行下引線、焊接動作。
4、疊片控制
視覺對位置數據進行採集,再通過疊片算法,得出機器人的氣爪疊片位置。機器人EIP通訊爲Byte格式,採用轉換程序模組快速和機器人實現通訊,最後由機器人執行疊片動作。

系統配置
超高速視覺系統FH系列對位置數據進行採(cǎi)集,再通過NX1系列機械自動化控制器,自帶的疊片算法,得出機器人的氣爪疊片位置。機器人全部由擁有高負載、長(zhǎng)臂展的歐姆龍SCARA組成,而伺服驅動全部採(cǎi)用歐姆龍1S系列,可實現對動作曲線的精準控制。

實現價值
國内尖端的疊片技術
疊焊機作爲太陽能電池行業的新型工藝,相比於(yú)拉焊機工藝,大大提高電能轉換效率。採(cǎi)用疊片算法以後,将疊焊機的合格率提升10%,結合視覺定位疊片精度高達±0.05mm。
FROM
速度:6000片/小時
精度:±0.2mm
合格率:88%
TO
速度:10000片/小時
精度:±0.05mm
合格率:98%
【經營層】
提供國内尖端的電池疊片技術,大幅提升速度與合格率,行業Top競争力!
【管理層】
• 通過視覺定位、機器人糾偏,實現高精度疊片,品質向上。
• 多軸多機構的精確時序控制,實現整機的高速運動節拍。
【工程師層】
• 全系統由歐姆龍提供技術支援,後期維護有保障。
• 通過一款軟件對所有設備進行整合控制,縮短開發時間。
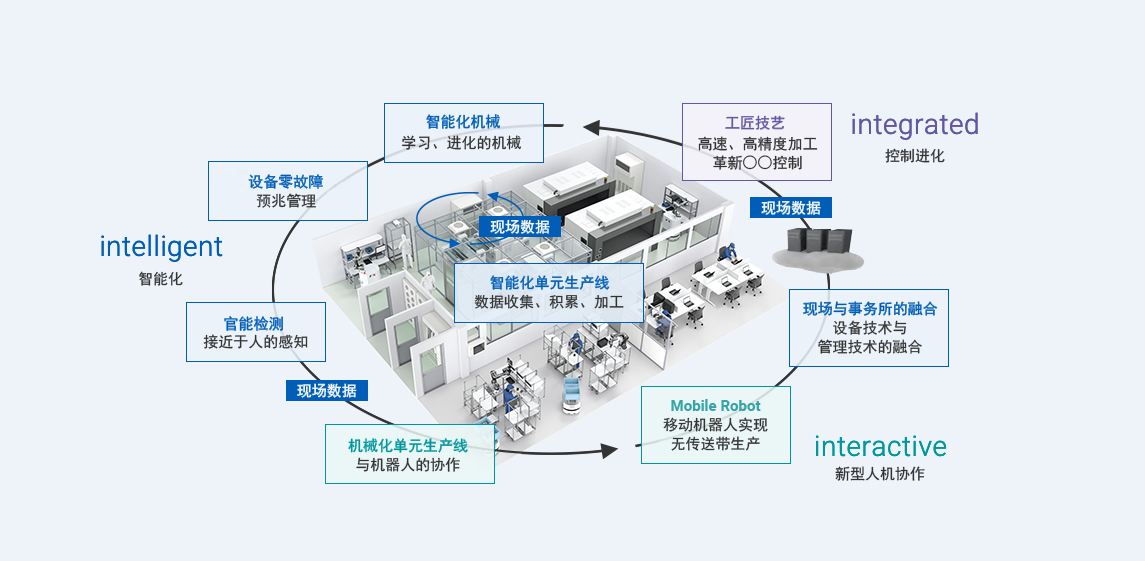
歐姆龍始終緻力於解決生産中出現的課題,推動生産革新。尤其是歐姆龍智能制造理念i-Automation!中的“Integrated”(控制升級),緻力於爲制造業革新創出提供核心技術力,爲客戶創造更簡單更靈活的制造現場,實現高速・高精度生産,賦予生産更多智能。
3個“ I ”掀起制造革新